
- Inicio
- >
- Productos
- >
- Molde de inyección de mesa y silla de plástico
- >
- Silla de comedor de plástico de punto ligero con inyección asistida por gas



Silla de comedor de plástico de punto ligero con inyección asistida por gas
Marca :Focare
El origen de los productos :China
El tiempo de entrega :60 días
La capacidad de oferta :500 moldes por año
Las ventajas de los moldes de inyección asistidos por gas:
1. Ahorre materias primas, aumente la tasa de utilización de plástico hasta en un 50%, reduzca el ciclo de moldeo y mejore cierto rendimiento.
2. Puede reducir la presión del molde en un 60%, hacer que el tamaño de la pieza sea uniforme y mejorar la contracción y la deformación.
3. Reduzca la presión de trabajo del sistema de inyección y el sistema de sujeción de la máquina de inyección, de modo que el molde sea adecuado para máquinas más pequeñas y reduzca el consumo de energía.
4. Los requisitos para el sistema de la máquina de moldeo por inyección son relativamente simples y no existen requisitos especiales para las materias primas.
Las ventajas de los moldes de inyección asistidos por gas son las siguientes:
1. Ahorre materias primas, aumente la tasa de utilización de plástico hasta en un 50%, reduzca el ciclo de moldeo y mejore cierto rendimiento.
2. Puede reducir la presión del molde en un 60%, hacer que el tamaño de la pieza sea uniforme y mejorar la contracción y la deformación.
3. Reduzca la presión de trabajo del sistema de inyección y el sistema de sujeción de la máquina de inyección, de modo que el molde sea adecuado para máquinas más pequeñas y reduzca el consumo de energía.
4. Los requisitos para el sistema de la máquina de moldeo por inyección son relativamente simples y no existen requisitos especiales para las materias primas.

Sin embargo, también hay desventajas. Los requisitos para el molde son altos. En la etapa inicial, la viabilidad del aire de admisión debe demostrarse repetidamente. La producción posterior es más complicada que el moldeo por inyección ordinario. El personal de ajuste debe prestar atención a la recopilación de datos relevantes. En producción, se ajusta repetidamente. Domina las características de los gases inertes.
1. Características del proceso asistido por gas
(1) Se debe considerar la influencia de la penetración de gas en los parámetros del proceso. La penetración primaria del moldeo asistido por gas depende principalmente de la proporción de volumen de plástico fundido en la cavidad y se rige por las leyes de la mecánica de fluidos. La penetración secundaria ocurre en lugares más gruesos y se expande en todas las direcciones. La influencia de los parámetros del proceso sobre la resistencia de la penetración de gas se refleja principalmente en la longitud de penetración de gas y el grosor plástico de la capa superficial de la vía aérea. En general, presiones de inyección de gas más altas, temperaturas de fusión más altas, viscosidad de fusión más baja y tiempos de retardo de conmutación más cortos dan como resultado longitudes de penetración más cortas y grosores de pared de las vías respiratorias más delgados.
(2) Se recomienda utilizar gas a baja presión al llenar el molde. Cuando se mantiene la presión, la presión se compensa por la contracción. La razón es que parte del gas se disolverá en la capa límite donde la masa fundida está en contacto con el gas. Si el plástico no se solidifica completamente después de mantener la presión, la presión se reduce. Estos gases se hincharán para causar burbujas de aire en la superficie interna de las vías respiratorias. Cuanto mayor es la presión de gas durante el llenado, más gas se disuelve en la capa límite de la masa fundida, y más fuerte es el efecto de expansión de gas después de que se mantiene la presión.
(3) Se debe tener cuidado para evitar turbulencias excesivas y causar una extensa expansión de gas en la superficie interna de las vías respiratorias.
(4) Se deben hacer esfuerzos para evitar la inyección, ya que la masa fundida se superpondrá y liberará el enfriamiento de la superficie en el caso de la inyección, y el gas soplará a través de la superficie fundida cuando penetre en la primera superposición en una masa fundida no uniforme. Causa fallas de moldeo. Es posible llenar la cavidad en la dirección de la gravedad inversa y comenzar a llenar la parte más delgada del producto para evitar la pulverización.
(5) En el tiempo de cambio cuando la inyección de gas no ha comenzado antes del final de la inyección de fusión, trate de evitar un gran cambio en la velocidad de flujo de fusión, porque este cambio causará un cambio en la línea de histéresis y el brillo en la superficie del producto.
(6) Cantidad y precisión del material: El núcleo del proceso real asistido por gas es la cantidad de material, la cantidad de material y la precisión de la máquina de moldeo por inyección, lo que afectará el efecto y la estabilidad del proceso asistido por gas. La razón es: cuando la cavidad del molde se llena con plástico, es difícil que el gas forme una cavidad dentro del plástico. Solo en el estado de falta de material, se deja la posición de la cavidad de aire. Cuando el gas se inyecta en la cavidad, el plástico preestablecido se llena por la expansión del gas interno. Por lo tanto, la cantidad de material está directamente relacionada con el efecto de moldeo del proceso asistido por gas, y el error de la precisión de la máquina de plástico está relacionado con la estabilidad del proceso asistido por gas. El moldeo por inyección asistido por gas no garantiza necesariamente que todo el plástico se inyecte en la cavidad.

2. Método de ajuste del proceso asistido por gas
Cuando se ajusta el proceso asistido por gas, se recomienda ajustar en consecuencia en el siguiente orden:
(1) En el caso de que no haya inyección de gas, primero llene el producto y observe el estado de flujo del plástico y el estado del molde;
(2) Reduzca gradualmente la cantidad de material, observe el promedio de distribución de cada flujo de compuerta cuando falta el material e intente asegurar la simetría de flujo del molde;
(3) El proceso general asistido por gas generalmente usa inyección de gas de dos o tres etapas. La presión de la parte de pared delgada es adecuada para la inyección de gas a alta presión de 2500 a 4000 psi, y el producto de pared gruesa o en forma de barra es adecuado para la inyección de gas a baja presión de 1000 a 2500 psi.
(4) Cuando la escasez de material alcanza aproximadamente el 90%, comienza la inyección de gas. Si todavía hay algo de contracción en el producto, se recomienda reducir la cantidad de material adecuadamente hasta que el producto no esté lleno, y luego agregar la cantidad de material al estado completo.
(5) Ajuste la presión de gas adecuadamente, y el tiempo de retención de gas y el retraso de arranque se encuentran en un estado adecuado.
(6) En el modo de admisión de la boquilla, asegúrese de usar el asiento inverso para expulsar.
(7) En el modo de admisión de aire, es importante prestar atención a si el escape de la aguja de aire no está obstruido. Si el escape no es liso, debe limpiarse a tiempo.
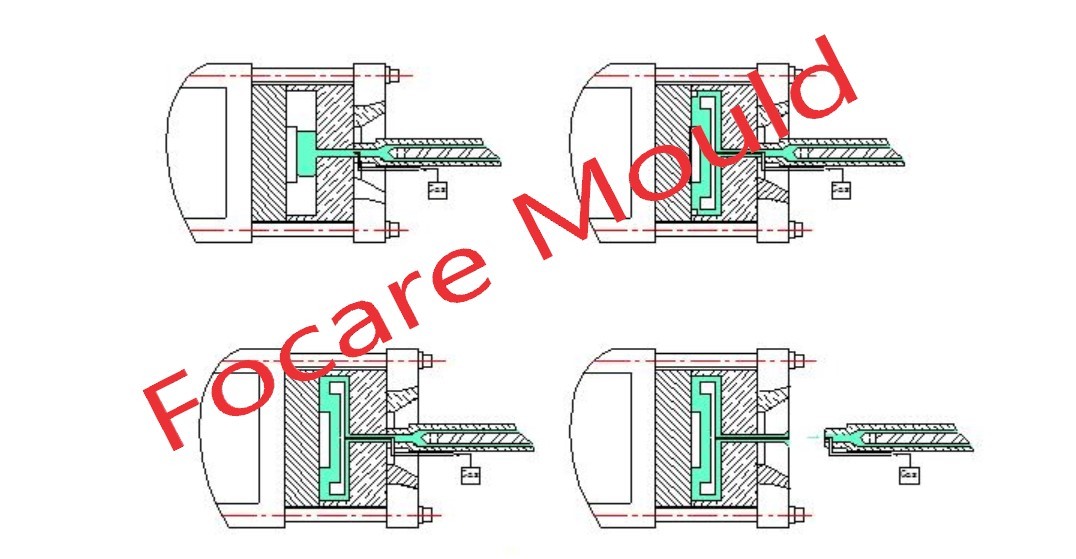
3. El proceso de moldeo por inyección asistida por gas se puede dividir en cuatro fases:
La primera etapa del moldeo por inyección asistida por gas: inyección de plástico. La masa fundida ingresa a la cavidad y encuentra una pared de molde de temperatura más baja para formar una capa solidificada más delgada.
Moldeo por inyección asistida por gas segunda etapa: incidente de gas. El gas inerte ingresa al plástico fundido, empujando el plástico no solidificado dentro de la cavidad que aún no está llena.
La tercera etapa del moldeo por inyección asistida por gas: el final de la inyección de gas. El gas continúa empujando el flujo de plástico fundido hasta que la masa fundida llena la cavidad.
La cuarta etapa del moldeo por inyección asistida por gas: presión de retención de gas. Bajo presión, el gas en el paso de aire comprime la masa fundida y se alimenta para garantizar la apariencia de la pieza.










