
- Inicio
- >
- Productos
- >
- Tapas de moldes
- >
- Desenroscar moldes de tapas



Desenroscar moldes de tapas
Marca :Focare Mould
El origen de los productos :China
El tiempo de entrega :60 días hábiles después de confirmar el diseño
La capacidad de oferta :500 juegos de moldes por año
Para el diseño de la tapa, las personas siempre quieren encontrar una nueva forma, pero debido al límite de la forma tradicional de moldeo, no puede tener un diseño tan sobresaliente para atraer la atención de las personas con un solo color.
Con el desarrollo de la nueva tecnología de moldeo, Bi-inyección, tri-inyección ... ayuda a los diseñadores a tener más idea sobre el diseño y tener una apariencia hermosa.
Creo que a cada vez más clientes les gustará esta idea de diseño y destacarán su propia marca. Focare Mould es un fabricante de moldes especializado en el diseño y fabricación de moldes de dos colores. Estamos aquí para ayudarlo a hacer realidad su fantástica idea.
El diseño de rosca a veces existe en productos para propósitos de ensamblaje. Se puede formar o mecanizar directamente después del conformado. Para los hilos que a menudo se desmontan o bajo cargas pesadas, los siguientes principios deben tenerse en cuenta al diseñar insertos roscados:
1. Evite hilos con paso inferior a 0,75 mm. Evite hilos con hilos de máximo uso de 5 mm.
2. Evite la formación directa de hilos largos debido a la contracción plástica para evitar la distorsión del tono
3. Evite hilos con tolerancia inferior a la contracción plástica
4. Si las roscas internas y externas coinciden, el espacio entre 0.1-0.4 mm
5. Las partes del hilo deben ser 1-3. Módulo pendiente_
6. Los dientes del tornillo no pueden extenderse hasta el final del producto. Se debe instalar una varilla pulida de aproximadamente 0,8 mm para facilitar el procesamiento del troquel y la vida útil de la rosca.
7. En algunos productos similares de tapones de botella, establecerá algunas marcas verticales. El espacio debe ser tan grande como 1.5 mm, y el espacio debe ser tan pequeño como 3.0 mm en la superficie de separación, al menos 0.8 mm de área plana
Hay algunas formas de desmoldeo:
1. Desmoldeo forzado. La parte plástica se elimina por la fuerza utilizando la elasticidad de la parte plástica misma o usando un núcleo de hilo elástico. Este tipo de desmoldeo se usa principalmente para roscas gruesas semicirculares con baja precisión de roscas y poca profundidad en algunos plásticos blandos. Esto puede hacer que la estructura del molde sea simple.
2. Desmoldeo manual. Desmoldeo manual dentro y fuera del molde.
In-mold: es necesario extraer el núcleo del hilo con una herramienta especial con un orificio cuadrado, y luego el mecanismo de desmoldeo saca la parte plástica de la cavidad.
Fuera del molde: use un núcleo o anillo de rosca móvil. Después de abrir el molde, se saca el molde junto con la parte de plástico, y luego la parte de plástico se desenrosca manualmente del núcleo de la rosca o del anillo.
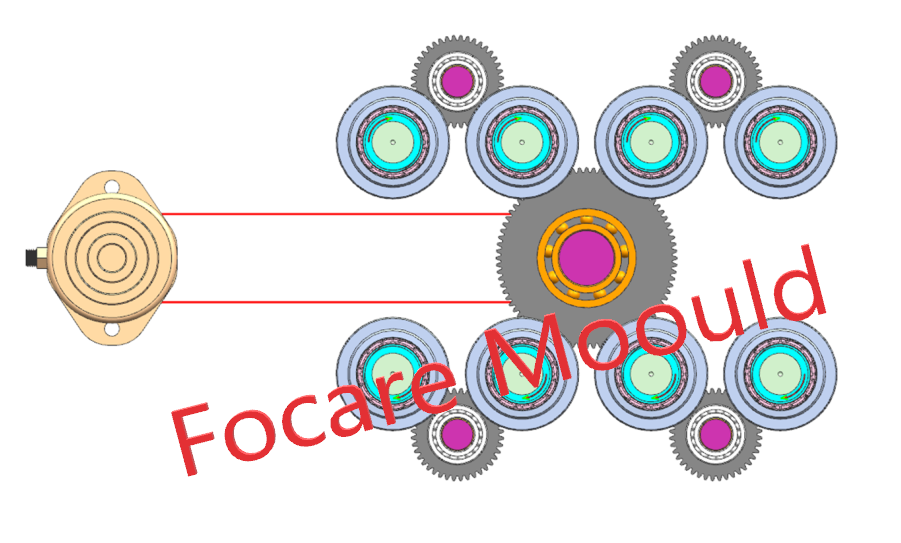
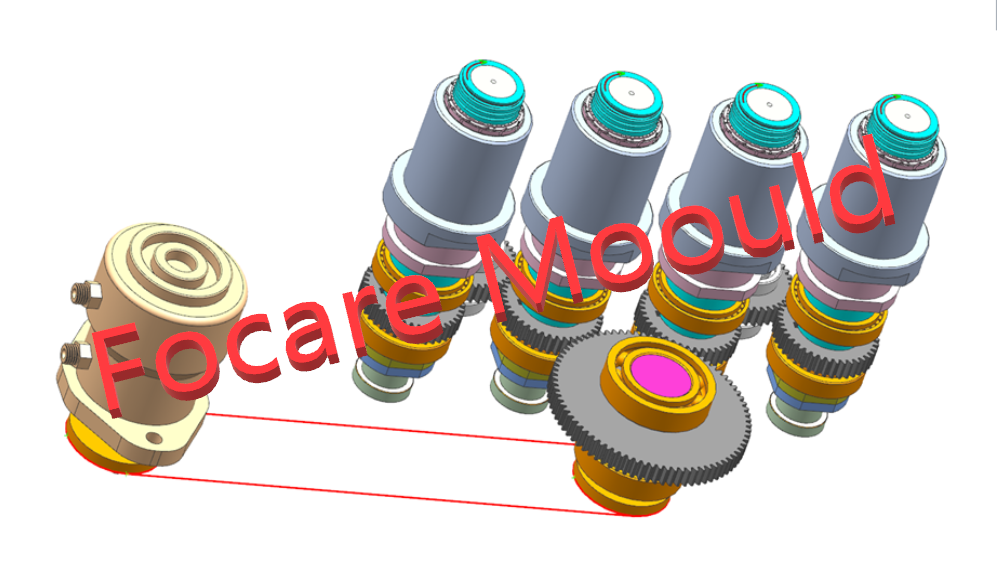
3. Desmoldeo de maniobras. El movimiento alternativo del molde de apertura y cierre se convierte en un movimiento giratorio para desacoplar la rosca de la pieza de plástico. Tal molde tiene una alta eficiencia de producción, pero tiene una estructura complicada y un alto costo de fabricación.









